

號(2).jpg)
如何選擇超聲波探傷儀(案例分析)
1. 選型背景
背景:野外 / 室外探傷
工況:以焊縫探傷為主,主要考慮板的對接焊、搭接焊、角焊;表面通常有漆、不光滑;板厚多在 25mm 以下;多為裝配件,即,已裝配完畢、不拆卸探測、可能只能單面探測。
難以使用渦流法:表面有漆、銹漬,不光滑、有毛刺;
難以使用射線法:需考慮防護設(shè)備、洗片設(shè)備、無法當時判斷;(工業(yè) CT 除外)
難以使用磁粉法:焊縫余高無打磨、深度裂紋無法探測、
可能有非導(dǎo)磁件(比如鋁合金件);
難以使用滲透法:未開口到表面的缺陷無法探測。
2. 解決方案
綜合以上情況,推薦使用超聲波探傷儀。對各種工況的探傷參照如下兩圖(典型圖、僅供參考):
圖 1 ,對接焊,焊縫余高未磨平、只能單面探測。可使用斜探頭、觀察一次或二次回波,在焊縫兩側(cè)進行掃查探傷。
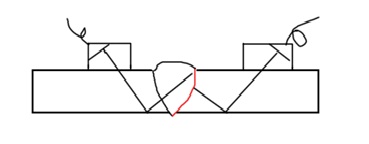
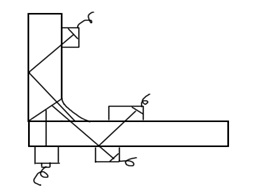
圖 2 ,角焊縫。綜合使用斜探頭、直探頭,多面、多次探測。
.jpg)
型號推薦(性能 / 功能的選擇)
使用超聲探傷,有三個目的:
定位:有沒有缺陷、大致在什么位置;
定量:缺陷的大小是否超標——缺陷的存在往往難免,關(guān)鍵在于大小是否在安全范圍內(nèi);
定性:什么性質(zhì)的缺陷,氣孔、夾渣、裂紋?——這完全是根據(jù)對被測件的結(jié)構(gòu)、材質(zhì)熟悉,探測經(jīng)驗豐富之后,自行歸納總結(jié)。
超聲波測量的工作過程:
探頭發(fā)射或接收超聲信號,引起探頭晶振片振動,該機械振動轉(zhuǎn)化為電能、表現(xiàn)為電壓大小的變化,儀器監(jiān)測到這種電壓大小的變化,并將這種變化轉(zhuǎn)變成示波信號在屏幕上顯示。
電壓大小的變化就是儀器要所采集的數(shù)據(jù)(采樣),根據(jù)這種變化,進行計算,從而得出信號從什么位置回來的、強弱情況,由此再根據(jù)公式(或各種標準規(guī)定好的參照曲線)進一步推斷出這個信號是否屬于超標信號。
由此可見,采樣的精度是根本,它受到被測件材質(zhì) / 結(jié)構(gòu)、探頭(頻率 / 結(jié)構(gòu))、儀器三大方面的影響。
被測件我們無法控制、無法選擇;探頭可以不斷更換、最終根據(jù)實際情況選擇到一個合適的匹配探頭(所以,探頭屬于易損易耗件)。
3. 產(chǎn)品推薦
因此,在采樣精度的三大影響因素中,唯一可控的,或者說,可事先選擇的,就是儀器。確切講,就是儀器的采樣分辨率(切記,不是采樣頻率)。據(jù)此,推薦使用時代 TIME1150 超聲波探傷儀 。
時代 TIME1150 超聲波探傷儀 的采樣分辨率為 12bits 。假設(shè),信號滿幅度為 1V (如前所述,儀器實際上都是根據(jù)電壓大小的變化來計算和顯示信號的),則 8bits 的儀器只能辨識 4mV 的電壓變化, 10bits 的儀器可辨識 1mV 的電壓變化,而 12bits 的儀器可辨識 0.25mV 的電壓變化。
再考慮到室外 / 野外的作業(yè),可能會有強光環(huán)境,,那么在屏幕的亮度調(diào)節(jié)上,該款儀器的屏幕亮度 10 級可調(diào),而且背景色四種搭配可調(diào)。這樣,即便在強光直射的情況下,屏幕顯示內(nèi)容也清晰可辨。
鑒于板厚范圍不大、且不算厚板,探測表面的空間有限,因此,在標配隨機帶的 2.5MHz 直探頭、 5MHzK2 斜探頭之外,建議,加配 5MHzK1 斜探頭、 5MHz 直探頭各一。如需再加配探頭,將來可視情況而定(探頭即插即用)。
關(guān)于儀器性能指標的驗證,通常送由第三方(各計量機構(gòu))按國家頒行的相關(guān)檢定規(guī)程(或校準規(guī)范)進行檢定或校準,日常工作中,為了自行儀器與探頭的匹配效果進行調(diào)較、校驗,建議選購以下三種試塊: CSK-1B (較探頭零位、角度、前沿)、 RB-1 (用于調(diào)校匹配性和制作參考曲線,適用于 8 ~ 25mm 板厚)、 DB-P ( Z1-2 )(用于調(diào)校匹配性)。其它試塊,可在將來的實踐中另行選購。
(
未經(jīng)本公司書面許可,任何單位及個人不得以任何方式或理由對上述產(chǎn)品、服務(wù)、信息、材料的任何部分進行使用、復(fù)制、修改、抄錄、傳播或與其它產(chǎn)品捆綁使用、銷售。凡侵犯本公司版權(quán)等知識產(chǎn)權(quán)的,本公司必依法追究其法律責任。

- 時代TIME3234高精度粗糙度輪廓波紋度儀[2022/05/07]
- 時代TIME28系列涂層測厚儀[2022/04/29]
- 時代TIME5430邵氏硬度計A-(原TH220升級款)[2022/04/27]
- 時代TIME2190超聲波測厚儀[2022/04/18]
- 時代TIME5370智能無線里氏硬度計[2022/04/07]
- 時代TIME323X粗糙度形狀測量儀[2022/02/16]
- TIME7240便攜式測振儀-原TV400[2021/08/04]
- 時代凸鼻子洛氏硬度計TIME6166-原TH300升級款[2021/08/03]
- 時代TIME5351(WiFi)數(shù)字化里氏硬度計[2021/08/03]
- TIME5352智能化里氏硬度計[2021/08/03]