

當(dāng)前位置: 首頁 > 技術(shù)常識(shí) > 噴涂表面與機(jī)加工表面粗糙度的比較
產(chǎn)品分類
聯(lián)系方式
號(hào)(2).jpg)
技術(shù)常識(shí)
噴涂表面與機(jī)加工表面粗糙度的比較
來源:時(shí)代集團(tuán) 發(fā)布日期:2014-04-25 09:45:17
兩種表面的差異及測(cè)量
| 噴涂表面 | 機(jī)加工表面 | |
| 應(yīng)用 | 表面需噴涂防腐漆層 | 零件配合面 |
| 粗糙度的影響 | 粗糙度差,則波峰突出,漆層易薄、產(chǎn)生腐蝕點(diǎn); 粗糙度太好,則漆層附著效果差、影響防腐效果。 |
粗糙度差、突出的波峰意味著容易磨損; 粗糙度太好,則油膜附著效果差,也影響配合效果。 |
| 測(cè)量方法 | 對(duì)于粗糙度差的表面,采用“壓針法”,進(jìn)行量化測(cè)量; 對(duì)于粗糙度較好的表面,采用“針描法”。 |
無壓針法的應(yīng)用。只有“針描法”。 |
兩種方法的差異
| 壓針法 | 針描法 |
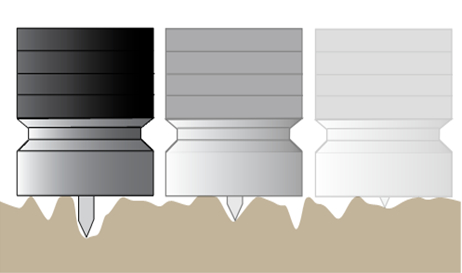
| 單點(diǎn)測(cè)量 通過計(jì)算壓針壓入的深度來表示粗糙度(即Rmax值) 測(cè)量孤立的多點(diǎn),計(jì)算各點(diǎn)深度的絕對(duì)平均值 適合粗糙的表面(肉眼即可辨別) |
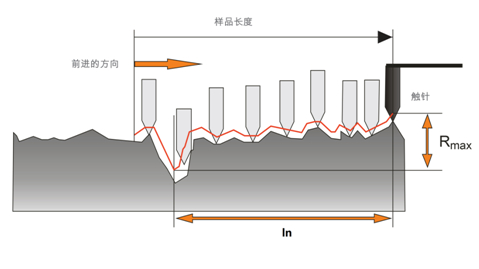
線輪廓測(cè)量 通過測(cè)針的自動(dòng)滑行,將粗糙度曲線描繪下來,并進(jìn)行計(jì)算,既可獲得這條粗糙度曲線的算術(shù)平均值(Ra),也可同時(shí)獲得深度值(Rmax) 一次測(cè)量不是一個(gè)孤點(diǎn),而是一條線 適合較為光滑的表面(肉眼難以辨別) 相對(duì)而言,測(cè)量更為全面和精細(xì) |
代表產(chǎn)品
| 壓針法 | 針描法 |
| 國外某品牌123\223\224 實(shí)際上并不是真正意義上的粗糙度儀,不符合現(xiàn)行ISO標(biāo)準(zhǔn)中關(guān)于粗糙度R(roughness)參數(shù)及測(cè)量方法的定義 | 時(shí)代TIME3220 符合現(xiàn)行ISO標(biāo)準(zhǔn)中關(guān)于粗糙度R(roughness)參數(shù)及測(cè)量方法的定義 |
針描法產(chǎn)品的比較
| 國外某品牌7061 | 時(shí)代TIME3220 |
| 1、直量程(即,可測(cè)深度) 350µm 2、統(tǒng)分辨力(即,對(duì)粗糙度曲線描繪的精細(xì)度) 滿量程350µm條件下,分辨力為32nm(納米) | 1、直量程(即,可測(cè)深度) 400µm 2、系統(tǒng)分辨力(即,對(duì)粗糙度曲線描繪的精細(xì)度) 滿量程400µm條件下,分辨力為6nm(納米) |
壓針法原理圖
針描法原理圖
特別說明
壓針法和針描法并非簡單的取代關(guān)系,而是取決于實(shí)際工況
打個(gè)比方:
如果是紅磚地面或者是水泥地面,比較適合使用掃帚清掃;如果是瓷磚地面或者是地板底面,比較適合吸塵器清掃。就鋼板的測(cè)量而言,針描法是一個(gè)合理的應(yīng)用。
本文為北京時(shí)代之峰科技有限公司原創(chuàng),若您需要更多的技術(shù)幫助,請(qǐng)您致電
010-62971700
( 未經(jīng)本公司書面許可,任何單位及個(gè)人不得以任何方式或理由對(duì)上述產(chǎn)品、服務(wù)、信息、材料的任何部分進(jìn)行使用、復(fù)制、修改、抄錄、傳播或與其它產(chǎn)品捆綁使用、銷售。凡侵犯本公司版權(quán)等知識(shí)產(chǎn)權(quán)的,本公司必依法追究其法律責(zé)任。 )
推薦產(chǎn)品
- 時(shí)代TIME3234高精度粗糙度輪廓波紋度儀[2022/05/07]
- 時(shí)代TIME28系列涂層測(cè)厚儀[2022/04/29]
- 時(shí)代TIME5430邵氏硬度計(jì)A-(原TH220升級(jí)款)[2022/04/27]
- 時(shí)代TIME2190超聲波測(cè)厚儀[2022/04/18]
- 時(shí)代TIME5370智能無線里氏硬度計(jì)[2022/04/07]
- 時(shí)代TIME323X粗糙度形狀測(cè)量儀[2022/02/16]
- TIME7240便攜式測(cè)振儀-原TV400[2021/08/04]
- 時(shí)代凸鼻子洛氏硬度計(jì)TIME6166-原TH300升級(jí)款[2021/08/03]
- 時(shí)代TIME5351(WiFi)數(shù)字化里氏硬度計(jì)[2021/08/03]
- TIME5352智能化里氏硬度計(jì)[2021/08/03]